松夏減震器,安全又耐用


主頁(yè) > 使用安裝 >
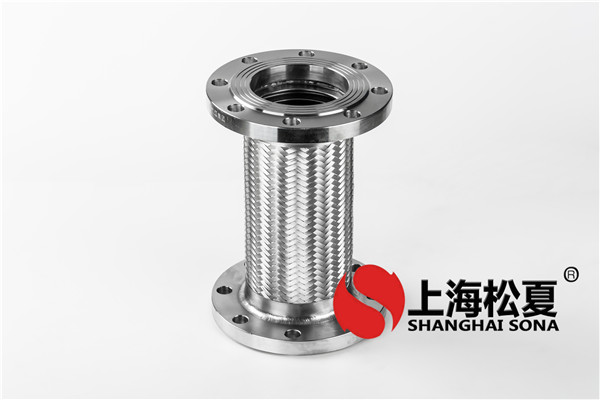
金屬軟管的檢驗(yàn)
金屬軟管的檢驗(yàn),成型頭其在垂直方向及水平方向上的四個(gè)滾輪由萬(wàn)向接軸傳動(dòng),其余三個(gè)滾輪及中間成型滾輪均為被動(dòng)。四個(gè)(主動(dòng))滾輪的尺寸應(yīng)逐漸增大,使各滾輪的線(xiàn)速度逐漸增大,則鋼帶就處于越來(lái)越緊的狀態(tài),卷繞時(shí)金屬軟管就互相扣緊而不會(huì)松弛。由于吸糧金屬軟管無(wú)墊料,所以在卷繞過(guò)程中雖然還不會(huì)產(chǎn)生松弛現(xiàn)象,但當(dāng)金屬軟管自成型頭上脫開(kāi)時(shí),鋼帶有彈性返回,金屬軟管將產(chǎn)生松弛現(xiàn)象,表現(xiàn)為尾部直徑自行漲大。
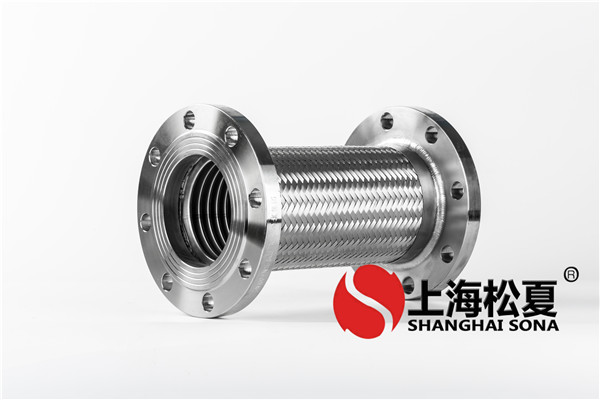
因此,吸糧金屬軟管卷完后必須用沖頭在金屬軟管表面上沖幾個(gè)凹坑,以防金屬軟管漲大。吸糧金屬軟管的檢驗(yàn)與包裝糧金屬軟管的主要檢驗(yàn)項(xiàng)目是內(nèi)外徑公差,彎曲直徑及表面質(zhì)量。金屬軟管的內(nèi)外徑公差及表面質(zhì)量的檢驗(yàn),按常規(guī)方法進(jìn)行。在金屬軟管的彎曲直徑直接測(cè)量有困難時(shí),可按本章第三節(jié)的方法進(jìn)行計(jì)算吸糧金屬軟管的包裝全部采用麻包。
將金屬軟管放平,用塑料薄膜及麻包包扎,麻包外用數(shù)道鍍鋅鋼絲扎住,并系上標(biāo)有金屬軟管長(zhǎng)度及根數(shù)的產(chǎn)品標(biāo)簽。
產(chǎn)品中心
推薦新聞
聯(lián)系我們
CONTACT US- 聯(lián)系人:常經(jīng)理
- 手機(jī):17317317121
- 地址:上海寶山區(qū)園康路255號(hào)1號(hào)樓A區(qū)三層